Presque-retour en France, après une bonne semaine en Belgique notamment flamande, marquée (évidemment) du seau de la Bière avec un grand B comme Bien-heureuse, Bien-Bâtie et Belgement Bonne…
Les déambulations gustatives (entre autres) et découvertes de fabuleux lieux de bières ayant été furtivement mais joyeusement enchainées (Cf articles précédents), il fallait marquer la fin du séjour et l’échange de flambeau entre 2024 & 2025 par une ultime visite… avant les prochaines, au détour d’autres escapades guidées par la bière !…

Histoire
Les débuts
La famille-mère RODENBACH, installée à Roulers (Roeselare) en Flandre occidentale depuis 1749 (environ 30km de la frontière française, à l’ouest de l’axe Lille-Gand), est originaire de la ville Andernach Am Rhein en Rhénanie-Palatinat allemande sur la rive gauche du Rhin.
Lignée socialement élevée, ses rangs comprennent plusieurs figures notables d’ordre militaire/politique et/ou littéraire/artistique ; par exemple 3 membres de l’Assemblée constituante lors de la fondation de la Belgique qui découla de la révolution belge de 1830, dont un (Constantin RODENBACH, médecin et diplomate royaliste, 1791-1846) est l’auteur de la Brabançonne : hymne nationale belge (rien que ça!).

Le blason de la famille RODENBACH – représentant un vaillant chevalier sur son destrier dressé – témoigne de son ascendance noble qui viendrait du Grand-Duché de Hesse dans l’Odenwald (massif montagneux allemand bordant le Rhin à l’est).


Le « Saint-Patron » comme on l’appelle est tellement aimé qu’on le retrouve dehors & dedans, à plat translucide & en relief dur !
Généalogie principale
◊ Ferdinand ¬ 1714-1793 : militaire et médecin civil de classe bourgeoise, c’est l’aïeul du gang RODENBACH par biais de son mariage avec Johanna VANDENBOSSCHE qui engendre 4 premiers enfants.
Après une période de captivité à Lille, il démissionne de l’armée autrichienne à 35 ans et s’établit à Roulers en Belgique.
◊ Pieter Ferdinand ¬ 1759-1820 : l’un des fils, il appartient aussi au milieu médical (barbier-chirurgienspécialiste en obstétrique) avant de devenir commerçant puis distillateur et collecteur d’accises sur les boissons. ⇝ La trajectoire est lancée !
Personnage engagé, il est membre des États provinciaux de la Flandre occidentale durant l’unification des Pays-Bas, il milite à Roulers pour la réouverture du Petit Séminaire (Roeselare, institution d’étude et médicale) fermé par les Révolutionnaires français, il prend part à la révolution brabançonne en militant contre Joseph II (Joseph de HABSBOURG-LORRAINE, frère de Marie-Antoinette né en 1741 à Vienne et décédé en 1790, à la tête du Saint-Empire romain germanique de 1765 à 1790 et corégent des possessions héréditaires des Habsbourg d’Autriche à partir de 1780) et il devient partisan de Napoléon BONAPARTE (Napoléon Ier, né en 1769 à Ajaccio et décédé en 1821 sur l’île volcanique de Sainte-Hélène, à l’ouest des côtes de l’Angola méridional, militaire et premier empereur des Français de 1804 à 1815) puis du Prince d’Orange (Willem DE ZWIJGER – Guillaume de NASSAU, dit aussi Guillaume Le Taciturne, membre de l’entourage de Charles QUINT et des HABSBOURG, né en 1533 à Dillenburg en Allemagne et mort au Prinsenhof de Delft dans les Pays-Bas en 1584, prince d’Orange dans le Saint-Empire romain germanique puis comte de divers localités notamment Nassau dans le duché de Franconie sur l’actuel Luxembourg, et Stathouder – équivalent politico-militaire de lieutenant ou gouverneur général – de Hollande, Zélande, Ultrecht et Frise de 1581 à 1584).
Il a eu 7 enfants avec son épouse Anna Marie DE GEEST (la famille ne cesse de s’agrandir !).

◊ Ferdinand (un autre !) Gregoor ¬ 1783-1841 : commerçant, collecteur de taxes municipales, commissaire d’arrondissement à Roulers et Ypres, il est lui aussi militaire (lieutenant grenadier dans l’armée de Napoléon Ierjusqu’en 1815 et membre actif de la révolution belge en 1830), et devient finalement associé à la brasserie de 1821 à 1836 (il fait partie de l’équipe qui la fonde).
◊ Alexander ¬ 1786-1869 : écrivain, pianiste, amateur d’art, entrepreneur, politicien, représentant du peuple, bourgmestre, révolutionnaire et engagé (auteur de virulentes pétitions contre la politique de Guillaume I et pour défendre la liberté de la langue & de presse, révolutionnaire à Roulers en 1830, membre de l’Assemblée constitutionnelle à Bruxelles, militant parlementaire pour le développement économique de la Flandre-Occidentale, la construction d’une voie ferrée et d’un canal à Roulers, etc.)… Touche-à-tout non-voyant, social et polyglotte, il cofonde la brasserie en 1820 et la dirige à partir de 1821. Il jouit d’une notoriété européenne grâce à ses écrits reconnus (notamment ouvrages sur l’enseignement pour aveugles & sourds-muets, et poèmes).

◊ Pedro ¬ 1786-1869 : autre cogérant et associé de la brasserie entre 1821 et 1836, également militaire (colonel dans la Garde impériale notamment lors de la campagne de Russie de Napoléon Ier et la bataille de Waterloo) et engagé (révolutionnaire belge en 1830), il devient propriétaire de la brasserie en 1836. Il a 8 enfants avec son épouse Régina WAUTERS (ça pond et ça fait la guerre en plus de la bière dans cette famille !).
◊ Regina ¬ 1795-1874 : brasseuse et distilleuse de genièvre, elle maîtrise son sujet étant la fille de brasseur/euse de bière à Malines (⇢ Cf BROUVERIJ HET ANKER!).
Redoutable négociante et industrielle chevronnée, elle est à la tête d’améliorations techniques et logistiques importantes au sein de la brasserie, et même de la ville : c’est grâce à elle qu’est installée la première machine à vapeur à Roulers ! C’est une figure essentielle de l’épopée brassicole Rodenbach, sans doute l’une des plus importantes (pourtant peu reconnue ni même citée par l’entreprise actuelle qui, à mon humble avis, dévoile un regard assez biaisé et machiste), sans qui la brasserie n’en serait sûrement pas au même stade aujourd’hui.
◊ Raymond ¬ 1819-1899 : débutant à la brasserie, il devient finalement lui aussi distilleur de genièvre (propriétaire à partir de 1854 avec son frère Edward). Son implication politique lui permet quelques bonnes avancées dans ses affaires alcooliques, notamment sa nomination de conseiller provincial en 1852, puis son élection à la présidence de la Rousselaersche Samenwerkende Landbouwvennootschap qui promeut une culture plus efficace des céréales (matière première de la distillerie et de la brasserie). Après sa mort, la concurrence étant rude et les coûts élevés, la distillerie est rachetée par Honoré TALPE de Roulers qui la transforme en huilerie. L’ère des distillations est définitivement fermée du côté des Rodenbach (contrairement à Het Anker évoquée ci-dessus).
◊ Edward ¬ 1823-1902 : fils de Régina et de Pedro, il est un brasseur-bâtisseur essentiel à Rodenbach. D’abord directeur d’une filature mécanique, il dirige finalement la brasserie à partir de 1864 et lui offre des améliorations considérables telles qu’une nouvelle malterie, une nouvelle touraille, une nouvelle cave de fermentation, une nouvelle salle de brassage et une nouvelle cave de stockage. En 1898, il élabore un règlement de travail qui prévoit une cotisation patronale en cas d’accident ou de maladie des travailleurs(prévoyant et précoce !). Il est à la tête du processus de vinification qui donne à la bière l’identité qu’on lui connait encore aujourd’hui.
Il a 4 enfants avec son épouse Eugenia MERGAERT, dont Eugène ci-dessous.
Comme sa mère, c’est un acteur majeur de l’existence de la brasserie et de sa persistance.
◊ Eugène ¬ 1850-1889 : comme son père, il exploite la brasserie à partir de 1878 après avoir suivi un stage industriel dans le Sud de l’Angleterre qui lui a permis de se perfectionner dans le style local Porter (maîtrise notamment des procédés d’acidification contrôlée et de maturation sur bois). Il poursuit la mise au point du procédé de vinification en foudres de chêne engagé par son père afin d’améliorer le profil de bière aigre (désormais plus douce).
Depuis et jusqu’aujourd’hui, RODENBACH a été gérée par des descendantes et des membres de belle-famille qui, bien que ne portant plus officiellement le nom, l’ont maintenue dans le giron familial – avant de la revendre à un grand groupe il y a peu.
dates clés
◊ 1820 : fondation de la brasserie par les frères & sœur Alexander, Ferdinand, Pedro et Amalia RODENBACH.
◊ 1821 : ouverture de la brasserie et lancement des premières bières.
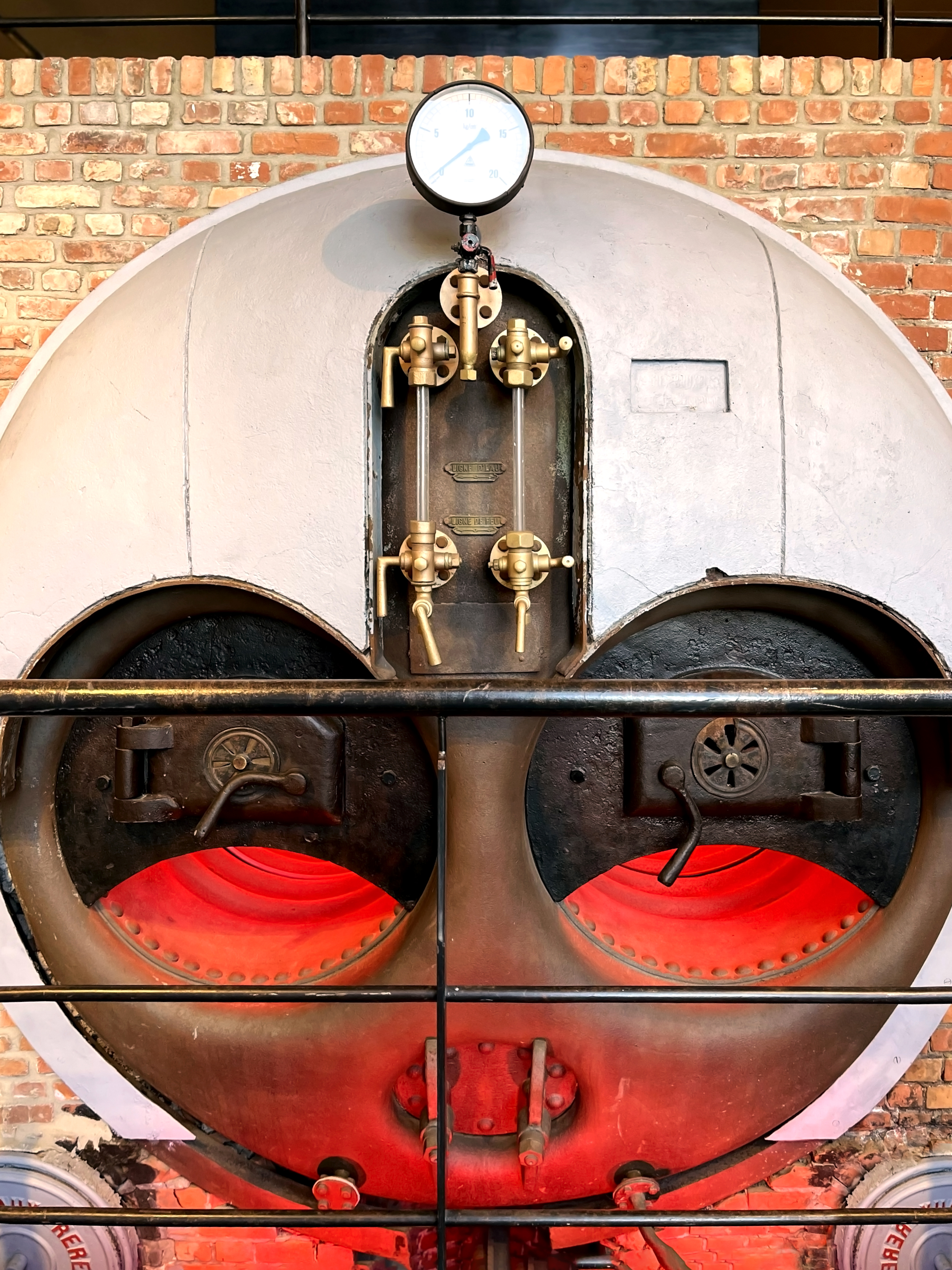
◊ 1836-1864 : élargissements et modernisations conséquentes par Regina RODENBACH, notamment mise en place de la malterie familiale intégrée à la fabrique (à l’origine de l’installation de la première machine à vapeur à Roulers).
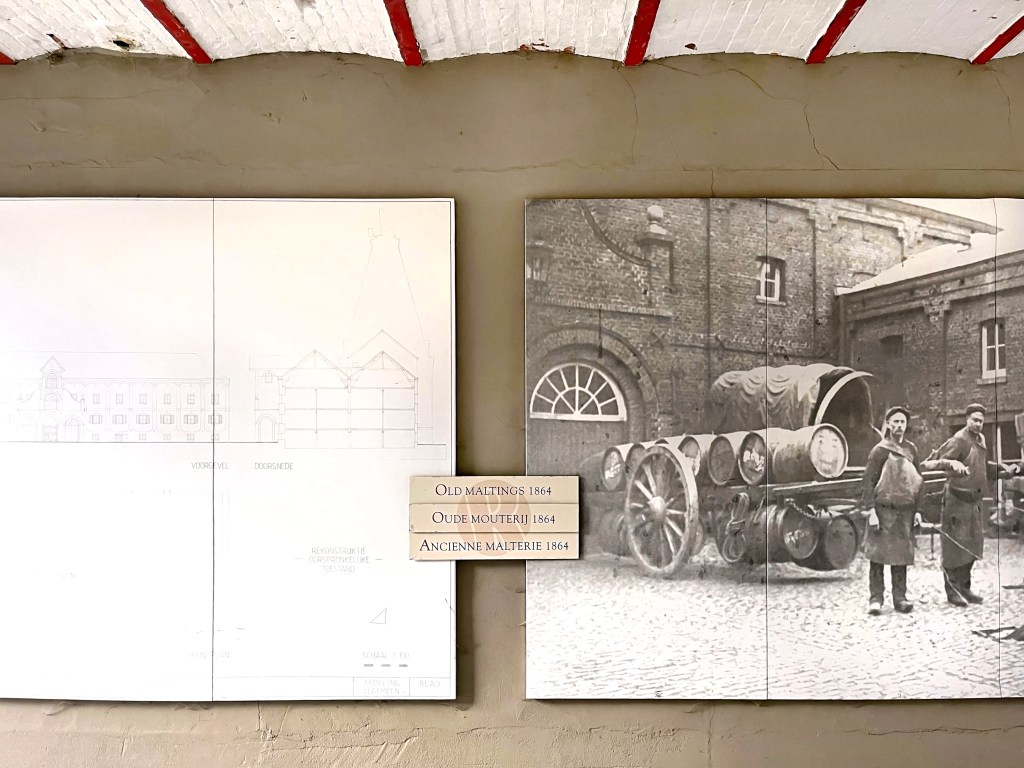
◊ 1864 : reprise de la brasserie par Edward RODENBACH (fils de Pedro & Regina) et accroissement de sa structure.
◊ 1872 : installation d’une touraille à vapeur pour la ‘cuisson’ des grains maltés, avec la grande cheminée reconnaissable au chapeau rotatif (l’innovation toujours + loin!).



◊ 1878 : reprise de la direction par Eugène RODENBACH et début des mûrissements en foudres par suite des innovations qu’il propose et son expertise en matière de vinification qui confère le caractère aigre-doux à la bière.
Cette façon de brasser et de vieillir la bière est typique de la Flandre occidentale, notamment les style originels Rouges ou Brunes / Oud Bruin des Flandres.
◊ 1882 : installation de 4 cuves de garde cylindro-coniques ‘modernes’ à l’extérieur de la brasserie afin d’assurer la rentabilité et les process de fabrication.


◊ 1894 : premier prix remporté par la brasserie lors de l’Exposition universelle d’Anvers, grâce à la Rodenbach Classic (médaille d’or).
◊ 1958 : obtention du « Grand Prix » pour les prestations individuelles à l’Exposition Universelle de Bruxelles.
◊ 1986 : premier brassin de la Rodenbach Alexander (toujours produite) à l’occasion du 200ème anniversaire d’Alexander RODENBACH, l’un des premiers cofondateurices de la brasserie.
◊ 1998 : intégration au groupe PALM BELGIAN CRAFT BREWERS (groupe Bavaria) qui souhaite « redorer le patrimoine brassicole belge ».
◊ 23 juin 2000 : inauguration du centre d’accueil qui fait office de musée, à la suite de la restauration de l’ensemble immobilier et des salles d’alimentation.
◊ Janvier 2002 : mise en service de la nouvelle unité de brassage, + moderne/technologique (et surtout automatisée donc nécessitant moins de personnel).
◊ 2012 : Médaille d’argent pour la Red Ale au Brussels Beer Challenge.
◊ 2015 : « Certificat de l’Excellence » au même Brussels Beer Challenge.
◊ Mai 2016 : intégration de la brasserie au groupe SWINKELS FAMILY BREWERS (anciennement BAVARIA, ROYAL SWINKELS).
◊ 2017 : Médaille d’argent pour la Oud Rood au re-même Brussels Beer Challenge.
◊ 2020 : 200ème anniversaire de la brasserie.





Fin de l’indépendance
Palm Belgian Craft Brewers
Bien qu’au main de la même famille et des membres directs durant un bon nombre de générations, la brasserie Rodenbach a perdu son indépendance en 1998 à la suite de son rachat par le groupe PBCB, dirigé par la famille TOYE (société DIEPENSTEYN, anciennement Brouwerij Palm + Brouwerij Rodenbach, descendante de la famille CORNET – estimation de patrimoine à 351 M€ HT).
Le groupe – notamment connu pour les autres références PALM, CORNET (qu’on peut croiser dès l’entrée au site Rodenbach par la présence d’une magnifique sculpture), ARTHUR’S LEGACY, ESTAMINET, BRUGGE TRIPEL et abbaye STEENBRUGGE (ancienne brasserie DE GOUDEN BOON), réalisait en 2016 un chiffre d’affaires moyen de 55 millions d’euros (ce qui n’est pas rien mais ne donne pas meilleur goût).
Nb : La brasserie DE BOON a connu le même sort par le même groupe.

Royal Swinkels
En 2016, le groupe Palm BCB est racheté par le plus gros groupe néerlandais BAVARIA, qui détient alors 60% des parts de la société (la prise de contrôle totale prenant effet en 2021) à côté des 35% de parts dans la marque DE MOLEN.
Renommé SWINKELS FAMILY BREWERS en 2018, le groupe adopte en 2019 le nom ROYAL SWINKELS FAMILY BREWERS en résultante de la désignation royale décernée par Wim Van de Honk, Commissaire du Roi de la province Brabant-Septentrional, à l’occasion du 300ème anniversaire de l’entreprise d’envergure au Pays-Bas. Le nom du groupe est finalement raccourci en ROYAL SWINKELS en 2024, et sa direction est encore composée de membres de 7ème génération de la famille.
Le groupe, qui détient notamment les marques populaires 8.6 et LA TRAPPE en plus d’être l’un.e des plus grand.es producteur.ices de malt en Europe, englobe à présent 8 grandes brasseries mondiales (3 au Pays-Bas, 3 en Belgique, 1 en Éthiopie et 1 à Cuba) et exporte ses productions annuelles (supérieures à 7 millions d’hL/an) dans + de 150 pays ; ce qui le place en seconde position brassicole des Pays-Bas (derrière HEINEKEN). Son résultat net en 2023 était de 43 millions €.
(On n’est donc plus vraiment dans le simple cas « de petite famille brassicole traditionnelle aux manières inchangées depuis ses débuts », vous en conviendrez ?)
Production



lieu & état d’esprit
Le lieu nous accueille avec 2 grandes bouteilles assez kitsch – décor carton-pâte qui peut avoir son charme sous un certain angle (de dos ?) – mais par-derrière lesquelles, les édifices originels aux briques chaleureuses ne mentent pas : la brasserie a bien une histoire, et depuis longtemps, et elle tient.
En face : un manoir d’apparence bien bourgeoise du Nord qui appartenait à la famille Rodenbach jusqu’il y a peu.
Nb : pour l’anecdote, il a apparemment servi de décor dans une série flamande dont j’ai oublié le nom… Comme quoi : rien ne se perd, tout se remet en scène !
Le bâtiment public (avec la taproom bar-restaurant + boutique) est la première étape de la visite et lance les hostilités par la diffusion d’un film de présentation bien réalisé, efficace et drôle à la sauce belge, nous permettant d’apprendre rapidement et dynamiquement l’essentiel de l’histoire de la famille RODENBACH puis du développement de sa brasserie.


rodenbach, on y fait quoi ?
Le mantra de la brasserie (qui résume son rapport à ses productions) est :
« Ôde à la richesse du temps, de la fermentation et de la tradition ».
Cette triangulation cadre non seulement ses bières mais aussi ses créations culinaires telles que légumes fermentés et condiments maison macérés dans le vinaigre Rodenbach (cornichons, concombres, ketchup, chutney, etc.).
⇢ Quelques recettes proposées ici :
https://fr.rodenbach.be/fr/fr/recettes.html?uri=/content/rodenbach/fr/fr/recettes.html
RODENBACH est réputée pour sa gamme de bières de style flamand typique Rouge/Brune des Flandres ou Oud Bruin (« Vieille brune » en néerlandais, aussi appelée « Bourgogne de Belgique »), de fermentation mixte (ensemencement volontaire + levures ‘sauvages’), vieillies en foudres de chêne fabriqués sur place, au profil gustatif aigre-doux simili-vineux et à la teinte rouge-brune qui va avec.
Sa production est reconnue au titre de PRODUIT RÉGIONAL TRADITIONNEL. Parmi elle, environ 25% des 180 00 hL/an partent à l’étranger.
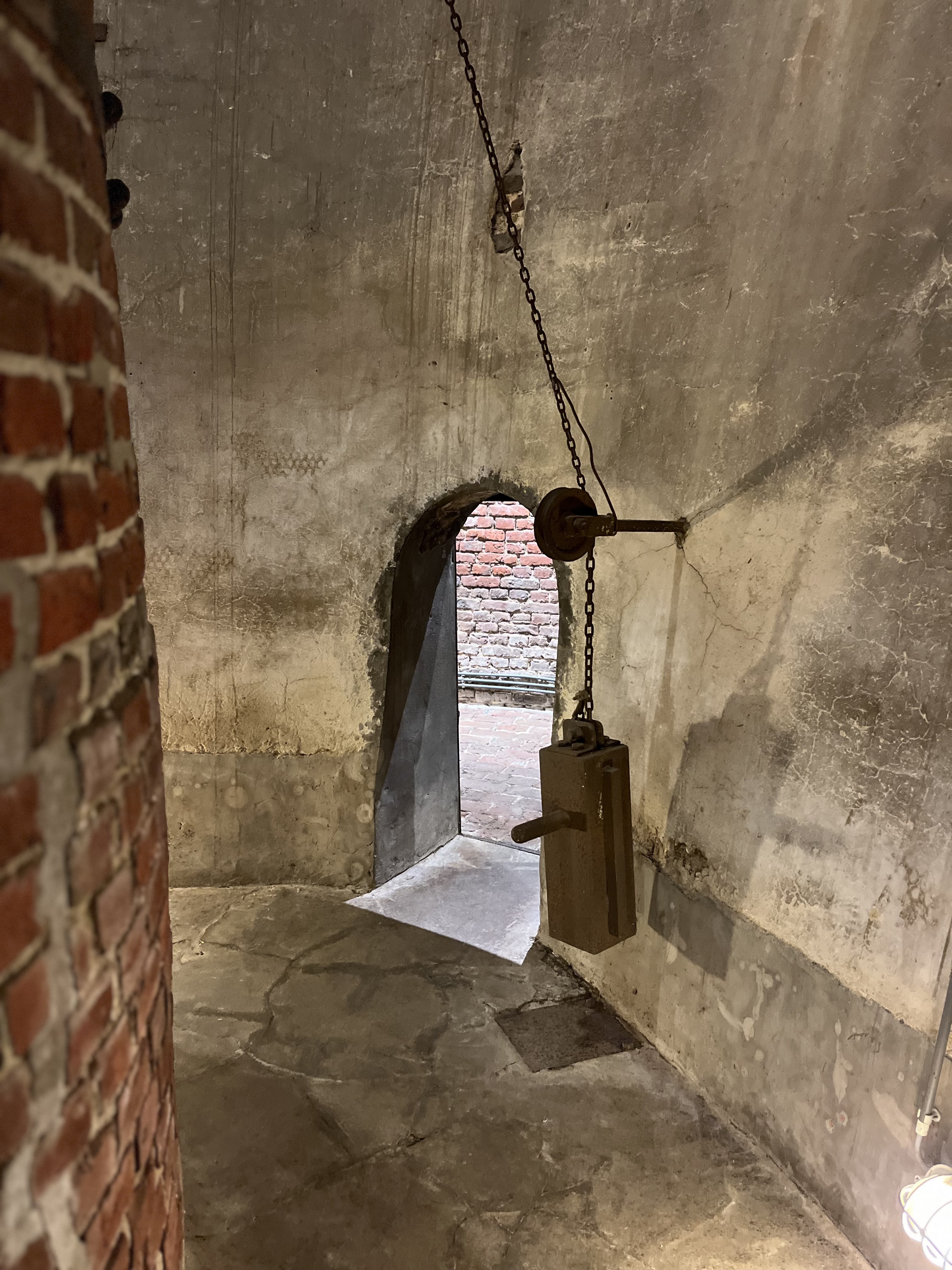
Auparavant, le maltage et le touraillage voire la torréfaction des grains (degrés de cuisson du malt de simple chauffe à grillée) avaient lieu sur place et contribuaient à la richesse de la brasserie/famille. Ce n’est plus le cas aujourd’hui mais il est possible d’accéder à l’ancien espace dédié à cette activité (aujourd’hui zone musée) et même d’entrer tout.e entièr.e à l’intérieur du four (wahouh!).
Les outils d’embouteillage ont également disparu, ce qui implique un déplacement de la production en fin de course.









Actuellement, la fabrication des bières perdure sur le site mais évidemment dans des conditions différentes. L’unité de brassage a été modernisée et dotée de technologies industrielles (avec une automatisation globale qui implique une réduction du personnel sur place). Elle s’insère dans une portion de bâtiments d’origine qui n’ont pas été ou subtilement rénovés.
Certaines des anciennes machines sont encore présentes mais en mode OFF et pas forcément visibles. Elles sont restées actives jusqu’aux années 70 environ, avant que les salles soient converties en espace muséographique.








Quant à l’unité active des foudres, elle ne prend pas une ride ⇢ un show son & lumière Vegassien donne le ton dès l’entrée et dévoile un ‘lifting’ visible seulement en mode nuit. C’est malin ! Pas utile mais, well, ça ne fait pas de mal et n’abîme pas les beaux foudres ni les bières qui sont dedans (bien protégées de la lumière, elles).




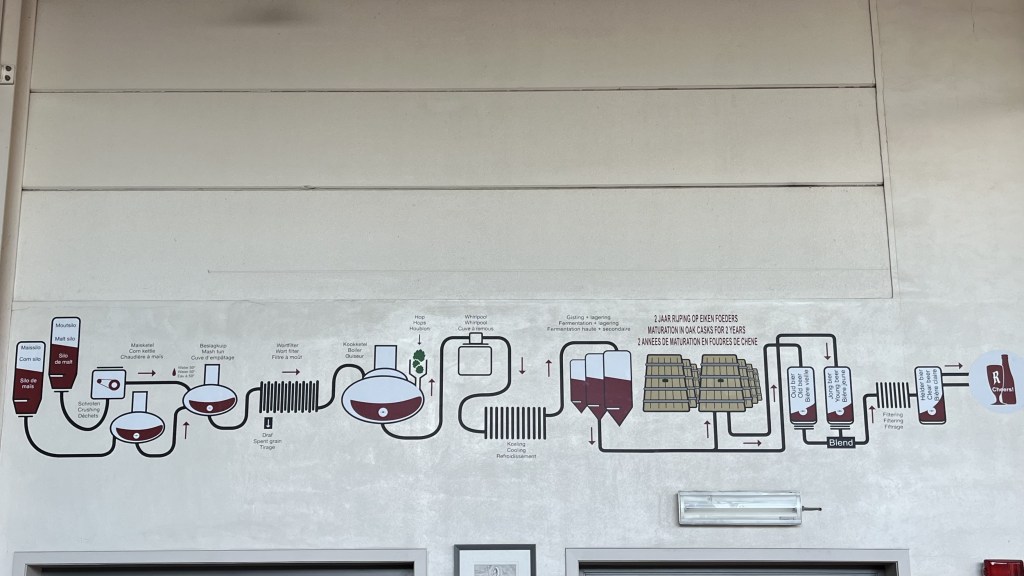
méthode d’élaboration
Les bières Rodenbach de base sont ce qu’on appelle des « blend », c’est-à-dire des assemblages de bières « jeunes » (qui sortent tout juste des cuves de (re)fermentation/lagering après environ 5 semaines de garde ⇢ les mêmes qui sont utilisées pour les vieillissements en foudres) et de bières « vieilles » (qui ont passé au mieux 2 ans dans des foudres en chêne – bénéficiant donc de leurs propriétés aromatiques issues à la fois du bois et de la microflore présente à l’intérieur). Ces mélanges permettent de balancer les caractéristiques acides/aigres de chaque bière et d’avoir un regard sur la teinte finale.
Une étape de brassage dure ici en moyenne 4 heures.
Les recettes actuelles utilisent des malts importés (l’activité de maltage/touraillage ayant malheureusement disparu de la brasserie) de différentes céréales (par exemple orge et froment) et du maïs (sous quelle forme ?).
Les ingrédients sont stockés dans 2 silos différents et transitent par 2 chaudières distinctes avant d’être rassemblés dans une cuve d’empâtage commune : le brassage peut commencer !
Comme pour la plupart des bières traditionnelles flamandes, les Rodenbach sont faiblement houblonnées afin de favoriser le développement des bactéries lactiques (Lactobacillus ou Pediococcus, famille des Lactobacillaceae, responsables de la fermentation lactique ou lacto-fermentation) et l’expression des malts.
Le choix des variétés influe entre autres sur l’amertume perçue (% acides alpha isomérisés), les arômes délivrés (esters & phénols) et l’équilibre de l’acidité. En outre, un taux d’amertume trop élevé (> 8 IBU) suffit à inhiber le développement des souches lactiques et donc leur travail de fermentation.
Pour cela, les bières Rodenbach visent une amertume moyenne de 8-10 IBUs (basse donc petites quantités de houblons à faibles taux d’Aα) et peuvent contenir de l’extrait de houblon afin d’obtenir un niveau d’amertume constant (et pour des raisons de coût-matière).
◊ Pourquoi plusieurs malts ?
Déjà, rappelons les 2 principaux rôles des céréales sous forme de malts dans un brassin :
⇒ Libérer du sucre servant à la fermentation (création alcool + CO2 par les levures qui le métabolisent)
⇒ Contribuer à la palette gustative (flaveurs) ainsi que visuelle (teinte) du produit fini.
Pour le premier cas, c’est la capacité d’un malt à libérer des enzymes spécifiques qui permettent la décomposition de l’amidon (sucre complexe) des céréales en sucres plus simples consommables par les levures (en gros).
Pour le second, cela dépend des types de malts choisis selon :
⇢ leur(s) degré(s) de « cuisson » (censée stopper la germination et apporter un profil teinte-saveur particulier grâce à la Réaction de Maillard), allant du simple touraillage à la torréfaction forte
⇢ les variétés de céréales dont ils sont issus (possédant leurs propres caractéristiques organoleptiques et enzymatiques – capacité de transformation de l’amidon en sucres –)
⇢ leurs quantités, à équilibrer en fonction du profil souhaité (teinte + goût) mais aussi des pouvoirs enzymatiques des malts.

Grosso modo :
¬ Les malts les + clairs dits « de base » (d’orge) sont en quantité maximale (60-100%), ils contribuent à la fermentation et au goût céréalier classique voire neutre.
¬ Les malts intermédiaires dits « spéciaux » (colorés/touraillés ou caramels/crystal) apportent couleur, flaveurs caramel et/ou sucrées, et une certaine texture moelleuse (utilisation jusqu’à 40% pour les colorés, 15% pour les cara).
¬ Les + foncés dit « torréfiés » participent de la teinte de la bière (allant jusqu’au noir profond) ainsi que des arômes tels que café, cacao, noisette, bois brûlé, raisin sec, fruits noirs, et parfois même amertume rôtie… Leur libération de sucre étant faible et un chouille de ces malts étant suffisant pour marquer les bières, ils sont à utiliser en faible quantité (5-10%) et seulement si un profil foncé/grillé est souhaité.
¬ D’autres types de céréales (blé tendre ou froment, épeautre, seigle…) et de malts (fumés, tourbés, acides, diastasiques, mélanoïdine, etc.) existent mais le développement de tout ça nécessiterait un article complet.
⇒ A retenir : + le malt est foncé, + son « activité enzymatique » ou « pouvoir diastasique » est faible voire nulle, donc + sa quantité doit être minime, ce qui n’altère pas pour autant son intervention gustative ni colorimétrique sur la bière.
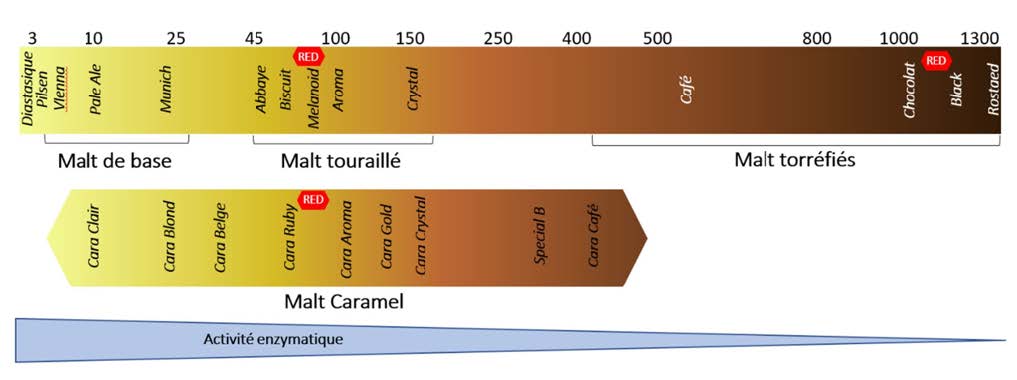
Dans le cas de RODENBACH, la pluralité de variétés de malts permet de jouer sur les nuances de teintes rouges-brunes et d’apporter des flaveurs empyreumatiques + élevées (caramel, fruits secs, baies des bois, biscuit, pain toasté, bois grillé, etc.).
De plus, les malts brunis étant hautement réducteurs, ils assurent à la maturation en foudres un maintien de l’oxygène hors du brassin, ce qui limite le développement de micro-organismes indésirables responsables d’altérations gustatives (par exemple acétobactéries aérobies ⇒ bactéries acétiques qui n’agissent qu’en présence d’oxygène et causent la transformation de l’alcool en acide acétique qui goûte, pour simplifier, le vinaigre aigre).
◊ Pourquoi utiliser du maïs ?
Dans les bières modernes dites « artisanales » et du moins jusqu’à récemment, il est peu courant d’introduire du maïs dans les ingrédients de brassage, sauf pour quelques styles spécifiques (ex : Mexican Lager, Brut IPA – flocons de maïs –, bières sans gluten, etc.). Son emploi se fait généralement pour les bières industrielles produites à grande échelle et cherchant le meilleur rapport grande buvabilité/faibles coûts de production (ex : la Bud Light de notre ami Homer).
Cette céréale (ou « matière amylacée ») présente cela dit des propriétés intéressantes, par exemple :
⇒ Le maïs dilue la teneur en protéines des malts* qui favoriseraient la croissance d’acétobactéries non-souhaitées (donc de goûts indésirés) et il ajoute de l’amidon au brassin, ce qui améliore le travail de fermentation réservée aux bactéries lactiques et levures sauvages qui interviennent lors de la maturation en foudres. Cela, permet de :
⇢ maximiser le travail des lactobacilles qui peuvent alors prendre suffisamment de place afin d’empêcher des proliférations micro-organiques annexes ;
⇢ alléger facilement le corps de la bière et améliorer sa clarté, ce qui revient à obtenir un profil de bière + sec et « clean », léger, rafraichissant et digeste.
* Le maïs est d’abord cuit pour entamer sa gélatinisation avant d’être ajouté à la « maische » (malts concassés bouillis dans l’eau afin d’en extraire les sucres et de stériliser le mélange – ce sera le « moût » de céréales –). En cours de cuisson, il permet la bonne coagulation des protéines des malts (composants azotés) et d’acides aminés qui, par effet de chaleur, forment des albumines (particules en suspension). C’est ce qu’on appelle la « cassure à chaud ».
Ce processus (amélioré et accéléré par le maïs) est nécessaire à la bonne stabilité de structure de la bière finale, comprenant tenue de mousse, des flaveurs, de l’opacité, etc. (⇝ dans ce cas, comme une partie des protéines a déjà coagulé, on obtient une bière + limpide et sèche avec peu de mousse).
⇒ Il apporte une douceur subtile sans prendre le dessus sur les goûts.
⇒ Il est très économique et donc un allié financier des brasseries industrielles de grande ampleur, par exemple du fait de :
⇢ les temps de cuisson qui peuvent être réduits par son utilisation (environ 45 minutes avec des grains de maïs broyés à sec, 15 minutes avec des grains raffinés) ;
⇢ le coût d’achat matière peu élevé (moins que le malt d’orge), notamment pour les grains de maïs brutes ;
⇢ la rapidité d’effet souhaité/utilisation par rapport à d’autres produits ou matériels (ex : pour la clarification mentionnée ci-dessus).
⇒ En résumé : son ajout (dans le cas de Rodenbach, forcément combiné à d’autres malts afin d’assurer le profil voulu et le travail fermentescible des levures), permet de produire + de bières, + vite et (évidemment) pour – cher. Et comme le temps c’est de l’argent… La boucle est bouclée et la machine peut recommencer à brasser !…
Nb : Rodenbach utilise jusqu’à 20% de maïs dans ses bière rouges-brunes.
la fermentation, cette belle affaire
Au cours du long processus de fabrication/évolution des Rouges/Brunes des Flandres, plusieurs fermentations interviennent (basiquement alcooliques, lactiques, acétiques), contrôlées par la main humaine ou par celle du bois des foudres. ⇒ C’est ce qu’on appelle la FERMENTATION MIXTE :
¬ Fermentation « haute » en cuves inox avec ensemencement manuel de souches Ales de culture (levures Saccharomyces de laboratoire) ;
¬ Poursuite de fermentation avec ajout « lactique » en cuves inox de garde par ensemencement manuel de Lactobacilles cultivées et réutilisées (⇢ récupération de souches lactiques déposées au fond des cuves de garde des « jeunes bières » puis nouvelle culture en labo et réensemencement dans nouveau brassin) ;
¬ Blend avec « bière mûrie » puis pasteurisation et mise en contenants (fûts ou bouteilles)
OU Refermentation « sauvage » en foudres de chêne avec différents micro-organismes lactiques et/ou acétiques et/ou autres naturellement présents à l’intérieur du bois (plusieurs espèces possibles pour différents degrés d’acidité/aigreur et arômes délivrés). La fermentation alcoolique continue un peu puis est suivie d’une fermentation (malo)lactique d’atténuation et équilibrage.
Les bières Rodenbach sont pasteurisées à l’embouteillage. D’une part pour des questions de normes hygiéniques d’export et de stabilisation qualitative (avoir le même profil tout le temps), d’autre part afin d’éviter une refermentation en bouteille et une sur-atténuation (faculté d’une levure à métaboliser les différents glucides = quantité de sucres consommés et transformés durant la fermentation) par des Brettanomyces restantes (mangeuses +++).
données techniques finales (pour les geekos)
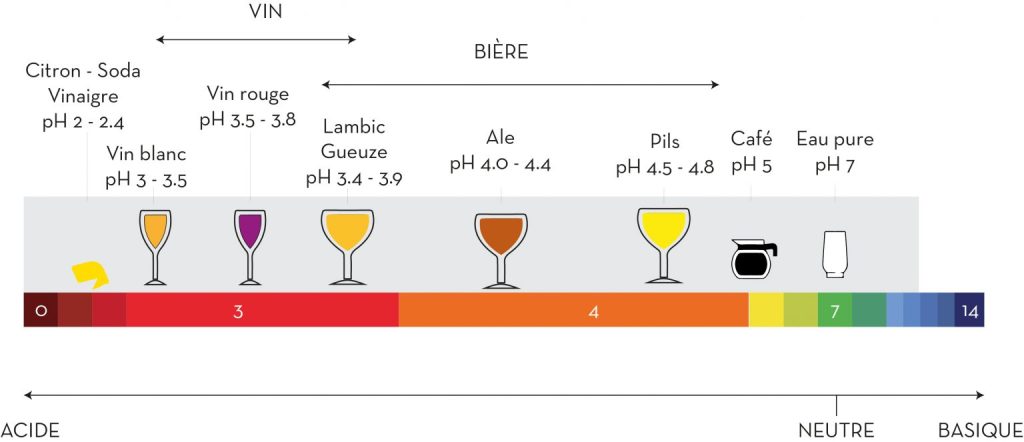
L’acidité finale du produit (pH) est en moyenne de 3.2 – 3.6 (selon référence).
La teneur en dioxyde de carbone (CO2) évolue comme suit :
¬ Fin de la fermentation et maturation : ± 2 g CO2/L
¬ Après refroidissement jusqu’à 0 °C, saturation des bières jusqu’à :
± 4,7 g CO2/L avant la mise en fûts
± 5,1 g CO2/L avant la mise en bouteilles
Élevage en foudres, la marque de fabrique
het foederhuis

Les foudres, les foudres, les foudres !!! (on les attendait ceux-là, non ?!)
Dès la première marche introduisant aux salles des foudres, on en prend plein les mirettes grâce à une mise en lumière dynamique et musicale qui donne le ton : celui de la démonstration.

Le parc des célèbres foudres (Het Foederhuis en flamand) est protégé en tant que PATRIMOINE INDUSTRIEL DE LA COMMUNAUTÉ FLAMANDE.
Il est composé de 10 salles hébergeant 294 foudres de chêne, dont beaucoup remontent au XIXème siècle(soit + de 150 ans).
Leurs capacités – élevées par nature de foudre – varient de 12 000 à 65 000 L (maturation pendant 2 ans avant nettoyage et réemploi).
fabrication artisanale et à l’ancienne

La brasserie RODENBACH a la chance et le mérite de posséder son propre atelier de menuiserie sur place (fait partie du trajet de la visite guidée).
Un avantage non-négligeable d’un point de vue efficacité et fiabilité !
⇢ Maintenance et supervision continues (vérifications quotidiennes)
⇢ Rapidité d’intervention en cas de fuite par exemple (2 à 3 semaines de réparation)
⇢ Contrôle sur la fabrication et garantie de bon achèvement
⇢ Diminution des distances et coûts de transport
⇢ Interaction humaine et prolongement du caractère « familial »
etc.





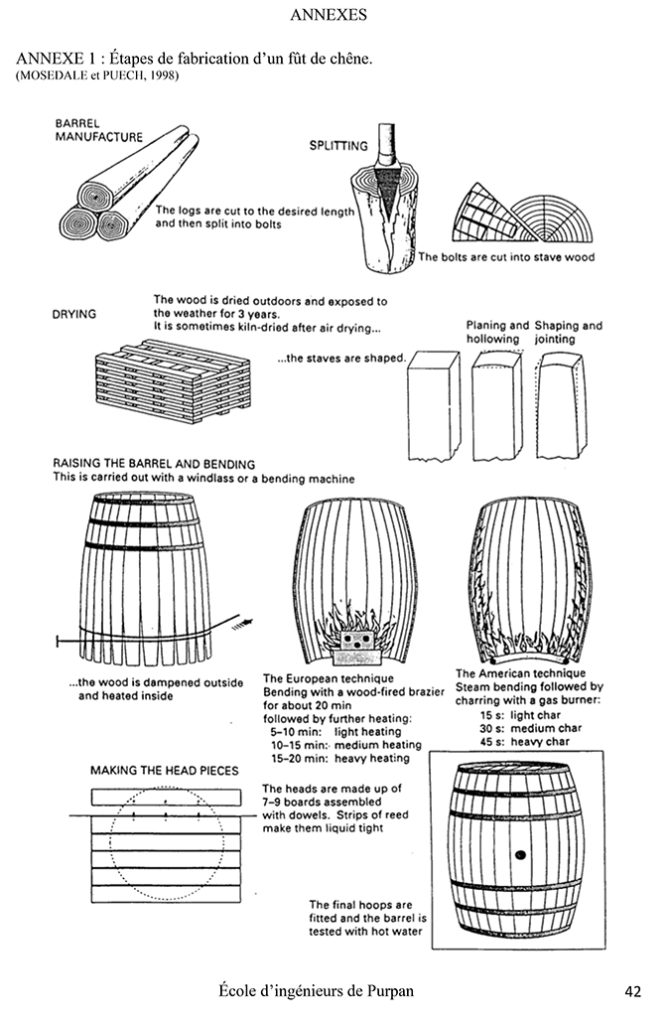
La fabrication des foudres Rodenbach est la même depuis les débuts de la brasserie et des fûts en général. La particularité principale est que leur élaboration ne nécessite ni clou, ni vis, ni colle ⇝ les lames (« douelles ») tiennent par simple pression des anneaux de serrage ; DINGUE, NON ?!
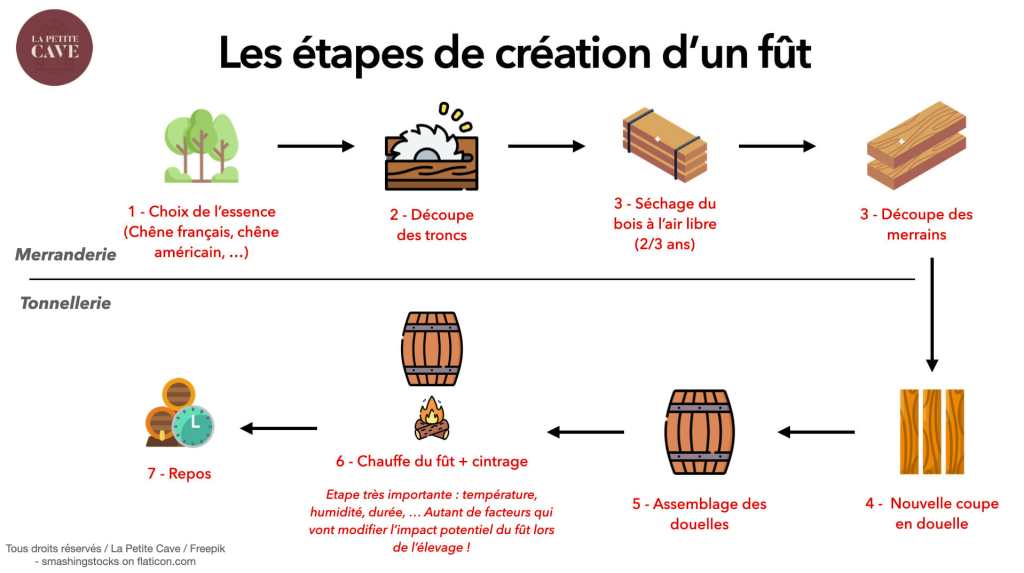
◊ Dolage / Évidage : les douelles des foudres sont des planches de 8 cm d’épaisseur en bois de chêne (réputé pour son extrême densité, sa résistance mécanique, sa résistance aux infections, son imputrescibilité, son profil aromatique, sa facilité d’approvisionnement – coût, distance, abondance… –, etc.) ayant séché à l’air libre durant plusieurs années, puis ayant été sciées à longueur de tonneau et enfin ayant été creusées afin de former leur arrondi (cette opération est l’évidage).
Celles de Rodenbach proviennent du Bas-Rhin français (comme beaucoup).
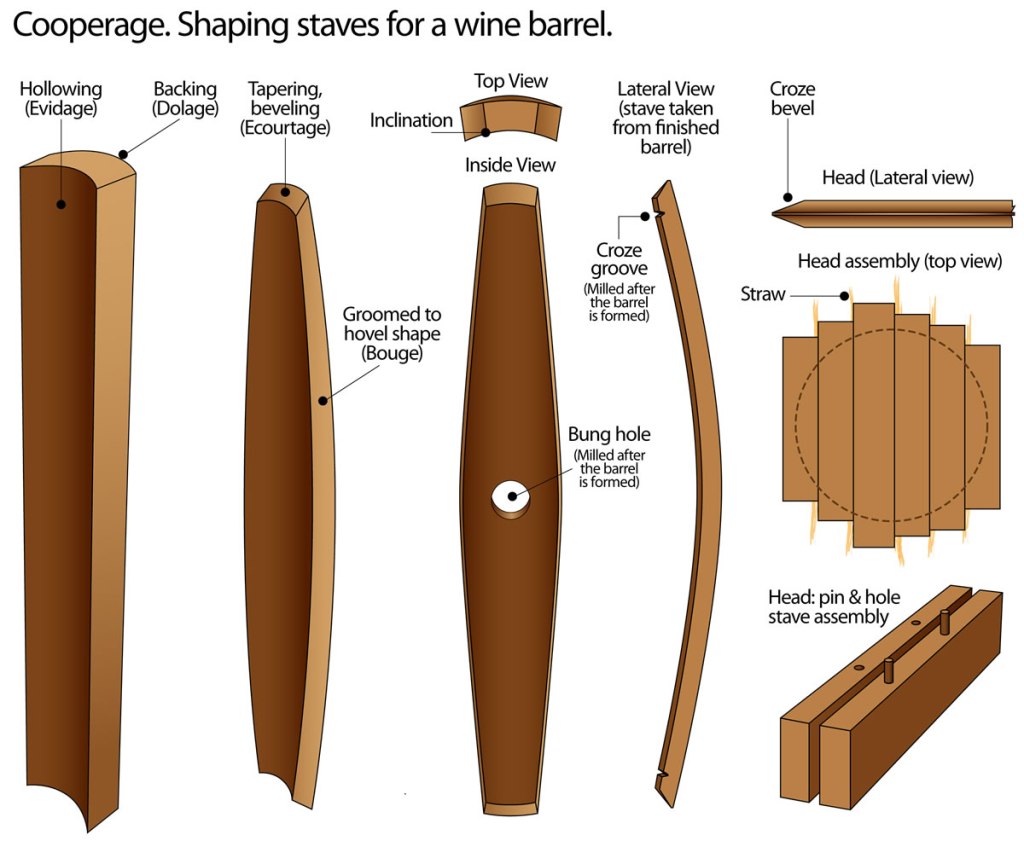
◊ Jointage : des bandes de jonc (fibre végétale) sont insérées entre les lames en guise d’étanchéité. Elles doivent pour cela épouser parfaitement la forme des douelles, le travail est donc minutieux.
◊ Mise en rose / Cintrage : après avoir déterminé la bonne quantité de douelles à utiliser, le tonnelier (dans notre cas) les assemble en tronc de cône, c’est-à-dire côte-à-côte dans un cercle de métal qui forme un groupe resserré en haut et des lames libres écartées en bas. Afin d’ajouter les prochains cercles, les parties libres des douelles (appelées « carcasses ») sont mise à chauffer et régulièrement mouillées afin d’être assouplies. Le foudre est cintré progressivement par des anneaux temporaires ; la forme définitive est esquissée.
◊ Chauffe : nouvelle chauffe, plus légère, afin de cuire la fibre du bois cintré et de garantir sa forme par séchage (le bois ayant des propriétés thermo-élastiques). De premiers arômes vont également se développer et se stabiliser selon le degré de chauffe + élevé (propre à chaque chacun.e selon le résultat souhaité ⇢ autre intérêt d’avoir une tonnellerie dans sa brasserie !).
◊ Pose des fonds : les fonds refermant les foudres (appelés « contre » et « chanteau »), découpés au diamètre des ouvertures hautes et basses, sont ajoutés.
◊ Perçages : des trous destinés à la « bonde » (bouchon d’étanchéité qui ferme l’ouverture de remplissage et vidage du foudre, ici comme souvent : en silicone) et au « broquereau » (percement servant aux soutirages et à l’installation d’un robinet de service) sont percés avant d’être cautérisés par un passage au feu.

◊ Cerclage définitif : les cercles provisoires sont progressivement retirés et remplacés par les définitifs, lames d’acier recourbées et rivetées à l’aide d’une « bigorne » (enclume allongée dont les extrémités sont pyramidales, coniques ou cylindriques). Ces cercles sont maintenus uniquement par une pression maîtrisée et par soudure.
◊ Finitions : les douelles sont raclées, poncées et nettoyées avant d’être enduites d’huile de lin de protection qui leur donne cette teinte foncée.
Des éléments décoratifs d’information sur la brasserie et/ou la tonnellerie et/ou les foudres peuvent être ajoutés en surface. Ici : des plaques métalliques au nom de la tonnellerie (SOCIÉTÉ ALSACIENNE DE TONNELLERIE MÉCANIQUE ANCT FRUHINSHOLZ SCHILTIGHEIM (Bas-Rhin) France) + des plaques en bois et peinture-tampon pour la numérotation des foudres.
◊ Étanchéisation : les foudres finis sont remplis d’eau pour que le bois se gorge et qu’il fuite pendant 3-4 semaines. Les fuites diminuent à mesure que le bois se gonfle et s’imperméabilise. Si au-delà de cette latence des fuites persistent, notamment au niveau des jointures, alors le résultat est altéré et la fabrication doit recommencer.
Dès que les fuites ont cessé, les bières rejoignent les foudres et le mûrissement commence.
Nb : Fabriquer un foudre peut prendre une semaine, mais la production complète peut s’étendre sur plusieurs mois car tout est fait sur-mesure et nécessite des ajustements minutieux.
Un foudre, épourkwafère ?







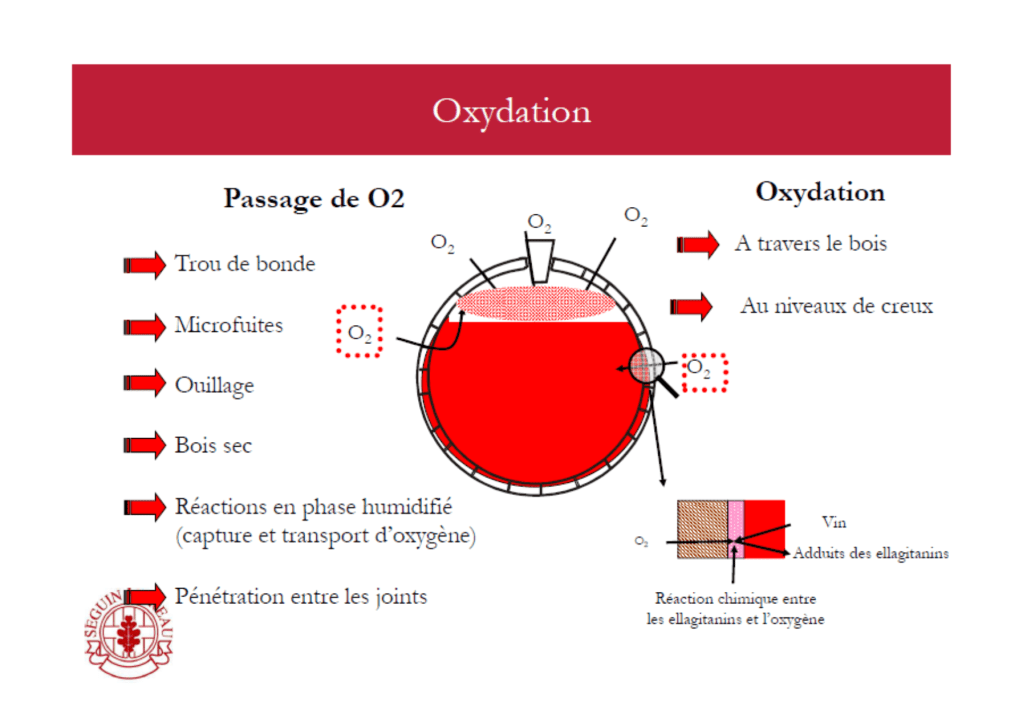
Contrairement à une fermentation/garde en cuve inox, l’élevage sous bois (fût, barrique, foudre dans le cas présent, etc. ⇝ ces intitulés définissant la forme et la taille des contenants) ou «vinification» permet à la bière qui mature d’interagir avec le bois (ici chêne) et de bénéficier de ses arômes, tanins & microbiotes naturellement présents dedans.
L’étanchéité des foudres assure un juste dosage de l’oxygène à l’intérieur (le bois étant un peu poreux mais le contenant hermétiquement fermé), qu’on pourrait qualifier de « ni trop ni pas assez » (réactions d’oxydation contrôlées). Cette balance permet le bon travail des bactéries lactiques (mode anaérobie = absence d’oxygène) et empêche une intrusion microbienne extérieure non-souhaitée (ou en moindre quantité)*. Le profil des bières peut donc être maîtrisé par l’équipe de brassage qui, pourtant, n’intervient pas directement sur cette fermentation, et les recettes peuvent rester constantes d’une série à l’autre.
*Nb : Au contraire d’autres brassins (par ex le Lambic, ou Lambiek, style emblématique de la vallée de la Senne au sud de Bruxelles) pour lesquels l’ensemencement naturel (dit « spontané ») par ces organismes types levures Brett (qui dégagent des esters fruités, phénols poivrés et minéraux, rêches, « funky » style écurie) ou bactéries Acétobacter (au profil + aigre et vinaigré que les lactiques) est souhaité ⇒ on laisse pour cela les cuves ouvertes sur le dessus (les « Coolship », cela se fait plus rarement directement en barrique), généralement sous menuiserie (poutres du bâtiment ou structure artificielle), afin de permettre le dépôt spontané et continuel des flores en suspension avant le transfert en barriques.
⇒ Richesse aromatique : le chêne peut par exemple délivrer des notes de vanille, caramel, épices, chocolat, tabac blanc, etc. Leur importance et leur variabilité dépendent aussi du traitement de chauffe du bois (ici : faible). Le contact avec la bière décuple en outre les arômes délivrés par les malts, un peu du même profil que le bois.
Nb : cela dit, les foudres RODENBACH étant très grands, la bière est relativement peu en contact avec le bois et n’en récupère donc pratiquement par le goût.
⇒ Influence sur la teinte : le contact entre le liquide et les lames corrélé à la longueur de vieillissement exerce une influence sur la couleur de la bière maturée ; + foncée, + rouge ou brune selon l’essence choisie, le traitement du bois (par ex ici : huile de lin), le temps en foudre, l’assemblage final, etc.
⇒ Micro-oxygénation contrôlée : les pores du bois permettent une légère aération continue qui favorise une maturation harmonieuse sans oxydation excessive (donc sans incidence sur les lactobacilles et avec un juste dosage des autres cultures telles que Brettanomyces ou Acetobacters) et contribue au développement d’arômes secondaires + complexes.
⇒ Contrôle naturel des températures : les salles des foudres bénéficient d’une ventilation naturelle et d’une température moyenne, plutôt fraîche, constante et peu variable depuis les débuts de la brasserie (à voir comme cela évolue avec l’intervention du vilain Réchauffement Climatique qui bouleverse les constantes…). Le contrôle des températures est essentiel dans la fabrication de la bière, qui-plus-est en fermentation mixte. Le développement de la microflore désirée dépend de conditions spécifiques qui doivent garantir le juste milieu entre son action et la non-intrusion de levures & bactéries non-désirées.
Une température maîtrisée réduit également les risques de fuites des foudres eux-mêmes car des fluctuations importantes provoquent des mouvements de contraction/expansion du bois devenu plus poreux.
⇒ Durée maîtrisée : la durée en foudre est étroitement liée à la température de maturation. En effet, + la bière vieillit en foudre, + sa complexité aromatique et l’équilibre de ses forces (ex : aigre-douce) se développent et se stabilisent. Par la même, + la maturation est longue, + le contrôle de la température doit être rigoureux afin de tenir de la même manière jusqu’au terme de l’élevage.
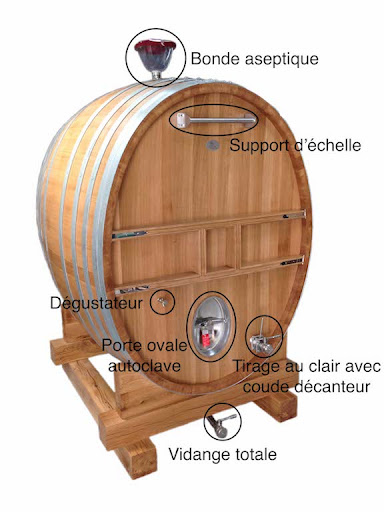
Ici, les foudres de chêne sont posés sur des murets en briques et/ou béton de manière à assurer une bonne ventilation par le bas. C’est également par en-dessous qu’ils sont remplis ou vidés afin de limiter le dépôt involontaire de micro-organismes présents dans l’air supérieur.
Ils sont de forme verticale car cela permet une plus grande capacité de contenance, un meilleur stockage (plus facile à aligner que des horizontaux), et aide au processus de fermentation et dégazement.





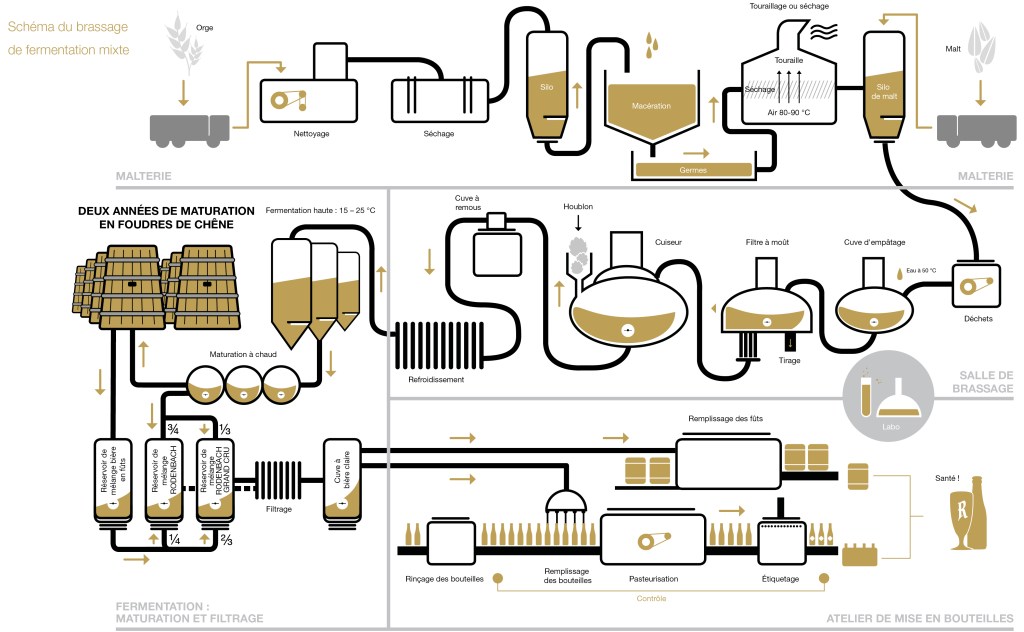
Étapes de la fermentation mixte avec passage en foudres de chêne
◊ FERMENTATION PRINCIPALE (fermentation haute) : a d’abord lieu à température ambiante (18-25 °C) grâce à des levures Saccharomyces Cerevisiae (de type « Ale ») de culture (élevées en laboratoire), choisies et contrôlées par la brasserie (volontairement et avec dosage).
⇝ en moyenne 7 à 10 jours
◊ FERMENTATION SECONDAIRE ou GARDE (fermentation haute puis lactique) : à une température moins élevée (15-21 °C), avec les mêmes levures Saccharomyces additionnées de souches acides Lactobacillus/Pediococcus entretenues par la brasserie (elles sont récupérées au fond des cuves à la fin de chaque garde et recultivées en laboratoire avant réemploi). Cette action de pré-acidification permet de maîtriser le niveau d’acidité sur le long terme et d’un brassin à l’autre ; la culture par la brasserie de s’assurer une constante de goût et un contrôle qualité.
⇝ en moyenne 4 à 8 semaines
◊ FERMENTATION TERTIAIRE ou VIEILLISSEMENT/MATURATION : dans les foudres, pour une durée de 1 à 2 ans à température ambiante (tendance fraîche).
L’ultime fermentation est achevée par une activité microbienne super-atténuative grâce au combo pré-levures + souches endémiques aux foudres (Lactobacillus, Pediococcus, Acétobactéries, levures sauvages Brettanomyces…), présentes à la fois dans le bois micro-poreux et dans l’air ambiant (faible). Comme les foudres ne peuvent pas être remplis à ras-bord, l’espace d’air supérieur accueille leur développement en plus des dégazements (c’est un cercle vertueux).
Elle permet la poursuite de l’acidification ainsi qu’une forte consommation des sucres résiduels (c’est l’atténuation, qui correspond au taux de sucres consommés et convertis en alcool/CO2 ⇢ elle équilibre le corps et les flaveurs afin d’obtenir un profil de bière « sec », léger et rafraîchissant).
En plus de son rôle dans l’acidification de la bière, la flore microscopique – introduite de concert avec celle des lames de bois – contribue aux différents niveaux de fermentations et au profil gustatif typique des bières. Ici, on favorise l’acidité lactique à l’acétique (donc dominance Lactobacillus/Pediococcus > Acetobacters ; les sensations vinaigrées doivent rester souples, parfumées, sucrettes) et au profil « bretté » (intrusion minime, doit être adouci par les notes fruitées et l’acidité sucrée). Le bois apporte de son côté des propriétés aromatiques complémentaires (tanins, lactones, toastage si bois brûlé – quoique minimes ici) et sert à arrondir et équilibrer l’ensemble.
La durée de fermentation, qui dépend à la fois des levures et de la température ambiante, a un impact sur les acides & arômes délivrés (acides organiques, composés phénoliques, esters aux nuances fruitées, confites, boisées, minérales, vineuses, épicées, caramélisées…) ⇢ Un temps long est préférable pour maîtriser leurs quantités.
Pour résumer très grosso mordo, plusieurs sous-fermentations s’enchaînent dans cette étape fermentaire finale :
¬ Fermentation alcoolique : les levures naturellement présentes dans le foudre et dans la bière versée procèdent à une conversion des sucres résiduels en alcool + dégagement de CO2 et chaleur. Pendant ce temps, le foudre joue un rôle actif en oxygénant doucement le breuvage, favorisant ainsi l’action des bactéries & levures acides souhaitées ainsi que l’esquisse de l’expression aromatique finale.
¬ Fermentation (malo)lactique* : après la fermentation alcoolique (cad, en gros, une fois que les levures ont consommé le max de sucres et libéré le max d’alcool/CO2), une autre fermentation intervient de type (malo)lactique : le microbiote consomme désormais l’alcool qu’il a créé afin de le retransformer en alcool et surtout en acides lactiques (qui donneront donc l’acidité souhaitée). ⇒ L’acide malique précédemment libéré (généralement associé à la pomme verte ou coing) est transformé en acide lactique, + doux, + rond, + équilibré.
*Nb : le terme « malolactique » étant usuellement réservé au vin, je me permets d’isoler le début et de rester sur l’intitulé « lactique » qui s’emploie bien dans un contexte brassicole.
¬ Surfermentation « sauvage » : où se déploient les expressions propres à chaque micro-organisme présent, notamment les notes acétiques type vinaigre balsamique des Acetobacters (dans le cas de la bière, généralement Acetobacter cerevisiæ ou Acetobacter lambici). Cette microflore peut agir sur le liquide grâce aux infimes perforations des lames de bois par lesquelles peuvent passer de minces filets d’oxygène (contrairement aux Lactobacillus, elles ne sont pas anaérobiques !). Leur représentation en bouche découle de cet équilibre oxygénatif maîtrisé par foudres.
La maturation en foudre produit un ensemble de transformations biochimiques faisant d’une part baisser le pH du breuvage, d’autre part augmenter le profil acide équilibré par une expression douce variable selon les recettes.
autres données tech de geekosses
Les Rodenbach vieillies en foudres de chêne contiennent au final et en moyenne :
2500 à 5000 mg/L d’acide lactique
Environ 1500 mg/L d’acide acétique
Cheers!

Les tits likides
On ne va pas s’éterniser plus : parlons des + connus / significatifs !



les bibines
◊ Rodenbach Classic : sans doute la + connue/répandue.
⇒ De style tradi Rouge-brune des Flandres, 5.2% ABV
⇒ Blend 3/4 bière « jeune » acidifiée + 1/4 bière « vieille » (mûrie 6 mois en foudre de chêne)
⇒ Labellisée « Produit Régional Reconnu »
⇒ Douce, légère, notes caramel/vanille sur fruits rouges/bruns confits (prune, coings, raisin, mûre…), + douce qu’aigre, légère et plate (appréciation personnelle en pression)
◊ Rodenbach Grand Cru : + foncée et + maturée que la précédente.
⇒ De style tradi Oud Bruin, 6% ABV
⇒ Blend 1/3 bière « jeune » acidifiée + 2/3 bière « vieille » (mûrie 18 mois en foudre de chêne)
⇒ Labellisée « Produit Régional Reconnu »
⇒ Légèrement + acide et tannique que sa consœur précédente, modérément + vineuse/esters, + toastée, aigre-doux maigre notes balsamiques, légère et plate (appréciation personnelle en pression)
◊ Rodenbach Alexander : dérivée de la Rodenbach Grand Cru avec macération de cerises acides.
⇒ De style tradi Rouge des Flandres fruitée, 5.6% ABV
⇒ Gran Cru + cerises macérées
⇒ Très marquée par le fruit rouge/cerise, + douce qu’aigre, acidulité bonbonneuse, sucre confit, légère et plate (appréciation personnelle en pression)
Nb : il est possible de se servir un peu de bière en cours de maturation en foudre de chêne : Directly From Oak Foeder, Hell Yes!
⇝ C’est même très intéressant car cela permet de goûter la recette à différentes étapes et d’apprécier son évolution, et (dans le cas de l’équipe de brassage) de vérifier le bon déroulement du murissement et la non-altération du produit.



le vinaigre
À ce qu’on raconte (j’entends par « on » celui qui nous a servi de guide), la première création de vinaigre par la brasserie est le fruit d’une erreur humaine (sans blague !). À ce qu’on ajoute (je parle toujours du même), il s’agirait d’un foudre de maturation qui n’aurait pas été bien refermé lors d’une manipulation de routine et à la force de quoi une contamination aurait eu lieu par dépôt sur la bière de micro-organismes volatiles ambiants (essentiellement Acetobacter).
⇢ Cet excès, possible grâce à la condition exceptionnelle d’aérobie (présence d’oxygène) qu’empêche normalement la fermeture des foudres, a généré une réaction d’oxydation transformant la bière en vinaigre. Dans ce cas et contrairement aux bières Rodenbach classiques, l’acide est donc davantage acétique que lactique.
Finalement, après un goûtage de routine (lui aussi), il fut décidé de garder la mixture et de l’exploiter en tant que vinaigre officiel : le foudre victime devenant dédié à sa production pérenne.
Il peut se consommer (et s’acheter) tel quel ou servir d’accompagnement à quelques propositions culinaires et condiments de la brasserie.





Conclusion
Le lieu est chouette (des anciens bâtiments toujours en place à la salle bar-restaurant-boutique aux allures de brewpub moderne) et vaut le coup d’œil. La visite (précédée par le golri-film très efficace) suit son cours jusqu’à ce dernier espace.
J’avouerais qu’il faut cela dit rester vigilant.e quant à ce qui est raconté qui est, à mon sens, globalement approximatif voire tendance commerciale. J’ai dû prendre pas mal de temps pour démêler le vrai du faux et surtout faire émerger le non-dévoilé.
Cependant, la présentation est bien amenée et les édifices bien gérés.
J’ai été assez déçue par les dégustations post-visite (4 bières pression – Rodenbach Fruitage + Classic + Grand Cru + Alexander) mais ça, c’est toujours subjectif et débattable.
Dans ce cas, ma préférence va au conditionnement bouteille qui semble améliorer la conservation des profils et l’expression de leurs flaveurs ; notamment l’acétique parfumé et l’acidité qui me manquaient par rapport au sucré. Normalement, ces notes aigres-douces & bouquets vinaigrés participent davantage de l’expansion des arômes de baies des bois et fruits confits.
Je n’ai pas pu tester les accords bières & mets proposés à la carte, je ne me prononce donc pas dessus (d’autant que les choix végé sont très limités voire absents).
Nonobstant (on sort les grands mots, tavu ?!), le moment fut agréable et l’expérience partagée appréciée.
Les différents espaces – toujours dans leurs jus ou rénovés – sont tour-à-tour beaux, chaleureux, touchants par le récit historique qu’ils transmettent, bien mis en scène et aménagés en lieu de vie/échanges.


Quelques sources
¬ Pour en apprendre davantage et sûrement mieux sur l’action des bactéries lactiques (Lactobacillus + Pediococcus) dans la bière : https://letempsdunebiere.ca/que-sont-les-bacteries-lactiques/
¬ Une Classe de Maître sur le principe d’acidité dans les bières et l’intitulé de « bière acide » : https://la-montagnarde.fr/2023/05/08/acidite-des-bieres-et-bieres-acides/
¬ Un guide très précis et bien « Nerd-Chemistry » sur la biologie du vin et de la bière (états et actions microbiologiques, métabolismes de fermentation, schémas et formules, déroulés des sources aux produits finis, procédés de production/fabrication/maturation, etc.) : https://planet-vie.ens.fr/thematiques/microbiologie/biologie-du-vin-et-de-la-biere
¬ Descriptions et explications biens complètes sur le style Rouge-Brune des Flandres, ses processus de fermentations, ingrédients, action des levures, etc. (en anglais) : https://www.milkthefunk.com/wiki/Flemish_Red-Brown_Beer

Laisser un commentaire